
Carbon fiber, this high-performance material known as "black gold", has shone brilliantly in fields such as aerospace, new energy vehicles, and high-end sports equipment, thanks to its outstanding properties like lightweight, high strength, and corrosion resistance. However, transforming 不起眼 raw materials into high-performance carbon fiber products requires a series of complex and precise processing techniques. Next, we will delve into how carbon fiber is "refined".
Raw Material Preparation
The production of carbon fiber begins with specific organic fiber raw materials, commonly including polyacrylonitrile (PAN) fiber, pitch fiber, and viscose fiber. Among these, polyacrylonitrile (PAN) fiber is currently the most widely used raw material, accounting for over 90% of the global carbon fiber production.
These raw materials need to undergo strict screening and pretreatment to remove impurities, ensuring the purity and uniformity of the fibers, which lays a solid foundation for subsequent processes.
Precursor Preparation
Precursor preparation is a fundamental step in carbon fiber production and has a crucial impact on the properties of the final carbon fiber. Taking PAN-based carbon fiber as an example, precursor preparation mainly consists of two steps: polymerization and spinning.
During the polymerization stage, acrylonitrile monomers undergo a polymerization reaction under the action of an initiator to form a polyacrylonitrile polymer. The control of reaction conditions is extremely crucial; factors such as temperature, pressure, and reaction time all affect the molecular weight and molecular weight distribution of the polymer, which in turn influences the properties of the precursor.
Spinning refers to the process of forming polyacrylonitrile polymer into fibers. Common spinning methods include wet spinning, dry spinning, and dry-wet spinning. In wet spinning, the polymer is dissolved in a solvent to form a spinning dope, which is then extruded through spinnerets into a coagulation bath to solidify and shape the fibers. In dry spinning, after the spinning dope is extruded, the solvent evaporates in the air to solidify the fibers. Dry-wet spinning combines the characteristics of the first two methods: the spinning dope first travels a short distance in the air before entering the coagulation bath. During the spinning process, parameters such as the fiber draw ratio and coagulation conditions need to be precisely controlled to ensure the precursor has a uniform diameter, good mechanical properties, and structural stability.
Preoxidation Treatment
Preoxidation treatment involves heating precursor fibers (such as PAN fibers) in an air or oxygen atmosphere at a temperature ranging from 200 to 300°C. The main purpose of this step is to induce chemical reactions in the precursor fibers, including cyclization, oxidation, and cross-linking, which convert the linear polymer chains into heat-resistant ladder-like structures. This ensures that the fibers do not melt or burn during the subsequent high-temperature carbonization process and maintain their fibrous form.
Preoxidation treatment is a slow process that requires precise control of parameters such as temperature, heating rate, residence time, and oxygen concentration. Improper treatment may lead to issues like fiber breakage and reduced performance. Typically, preoxidation treatment takes several hours or even longer to ensure the reactions proceed fully.
Carbonization Treatment
Carbonization treatment is the core step in carbon fiber production. It involves processing the preoxidized fibers at high temperatures under the protection of an inert gas (such as nitrogen) to further remove non-carbon elements (such as oxygen, hydrogen, nitrogen, etc.) from the fibers, increasing the carbon content to over 90% and forming carbon fibers with a turbostratic graphite structure.
Carbonization treatment is divided into two stages: low-temperature carbonization and high-temperature carbonization. The temperature of low-temperature carbonization is generally 400-600°C, which mainly removes some heteroatoms from the fibers and causes an initial structural transformation of the fibers. The temperature of high-temperature carbonization, on the other hand, ranges from 800-1500°C. At this stage, the carbon element in the fibers is further enriched, forming a more complete graphite layer structure, and the strength and modulus of the fibers are significantly improved.
During the carbonization process, parameters such as the purity and flow rate of the inert gas, as well as the heating rate and holding time, must be strictly controlled to ensure the stable performance of carbon fibers. Meanwhile, the fibers will undergo a certain degree of shrinkage during carbonization, requiring appropriate stretching to reduce internal stress and improve the mechanical properties of the fibers.
Surface Treatment
The surface of carbon fiber is usually relatively smooth and chemically inert, which results in poor bonding performance with matrix materials (such as resin). To improve the interfacial bonding strength between carbon fiber and the matrix, surface treatment of the carbon fiber is necessary.
Common surface treatment methods include oxidation methods (including gas-phase oxidation, liquid-phase oxidation, etc.), electrolytic oxidation, and plasma treatment. These methods can introduce active functional groups such as hydroxyl groups and carboxyl groups on the surface of carbon fibers and increase surface roughness, thereby improving the wettability and bonding force between carbon fibers and the matrix.
The degree of surface treatment must be strictly controlled: excessive treatment may damage the surface of carbon fibers and reduce their mechanical properties, while insufficient treatment fails to achieve the desired interfacial bonding effect.
Sizing Treatment
Sizing treatment involves applying a thin layer of sizing agent to the surface of carbon fibers that have undergone surface treatment. The sizing agent is typically a resin solution or emulsion, and its main functions are as follows: first, it protects the surface of carbon fibers to prevent damage during subsequent processing and use; second, it improves the bundling property of carbon fibers and their compatibility with matrix materials, facilitating subsequent processing procedures such as weaving and winding.
The type and coating amount of the sizing agent need to be selected and controlled based on the application field of carbon fibers and subsequent processing technologies.
Molding and Processing
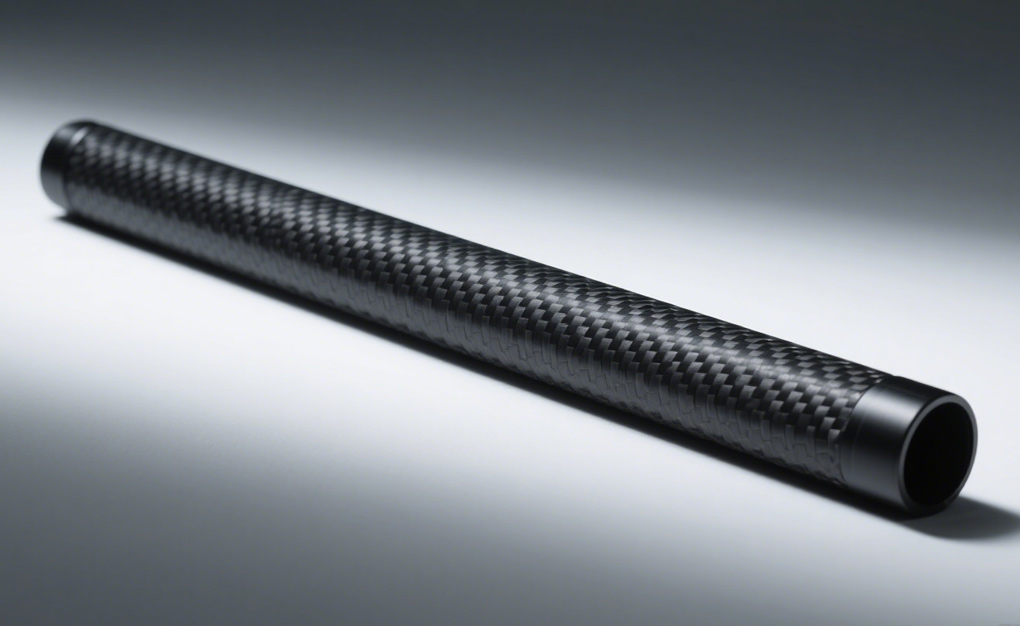
After the above-mentioned treatments, carbon fibers usually exist in the form of fiber tows. Depending on different product requirements, they also need to undergo molding and processing to be made into carbon fiber products of various shapes, such as plates, tubes, and special-shaped parts. Common molding processes include hand lay-up molding, filament winding molding, compression molding, pultrusion molding, and weaving molding.
Hand lay-up molding involves laying carbon fiber cloth or mat layer by layer on a mold, while applying resin simultaneously. After curing, the product is demolded from the mold. This method is simple to operate but has relatively low production efficiency, making it suitable for small-batch products with complex shapes.
Filament winding molding involves winding carbon fiber tows around a mandrel at a specific angle and in a regular pattern, followed by applying resin and curing the assembly. This method is mainly used to manufacture rotational symmetry products such as cylindrical and tubular items, including pressure vessels and pipes.
Compression molding involves placing a mixture of carbon fiber reinforcing materials and resin into a mold, followed by curing and shaping the mixture under specific temperature and pressure conditions. This method enables the production of products with high dimensional accuracy and good surface quality.
Pultrusion molding involves impregnating carbon fiber tows with resin, then pulling the impregnated tows into a mold via a traction device. The material is cured and shaped inside the mold, enabling continuous production of products with a constant cross-section, such as profiles and rods, and featuring high production efficiency.
Weaving molding involves weaving carbon fiber tows into various fabric structures, such as plain weave, twill weave, and satin weave. These woven fabrics are then combined with resin for composite molding, which can improve the impact resistance and anisotropy of the final products.
Testing and Quality Control
Throughout the entire processing of carbon fibers, strict testing and quality control are required to ensure that the products meet the specified performance indicators. The testing items include fiber diameter, density, tensile strength, elastic modulus, surface treatment effect, sizing amount, and more. Meanwhile, for the molded products, additional inspections are necessary, such as appearance inspection, dimensional measurement, mechanical property testing (e.g., tensile, bending, impact tests), and non-destructive testing (e.g., ultrasonic testing, X-ray testing), to ensure the quality reliability of the products.
To sum up, the "production" of carbon fiber is a complex process that integrates multidisciplinary knowledge such as chemistry, physics, and materials science. Every step requires precise control and strict quality assurance. It is precisely this sophisticated processing technology that enables carbon fiber to possess such outstanding performance and become an indispensable high-performance material in the field of modern industry.
Please reply to us via email and mobile phone to discuss your product requirements and learn more product details for free.